射砂机生产过程射砂机开动后操作人员不可以擅离工作岗位,应集中思想,按工艺程序,认真进行操作,但不许同时操作两个伐门。射砂机开动后操作人员经常注意射砂机的运转情况,有润滑不良、或紧固件松动等异常现象,应立即停机处理,需要时通知维修人员修理。
射砂机在设计中对比了各种大小不同机型的特点,考虑以操作以兼顾到结构正确故障少,容易维修,特别适合中小铸造厂使用。
根据型芯的形状﹑尺寸和芯砂使用的黏结剂不同,射砂机又分为:
①热芯盒射砂机是以热固性树脂为黏结剂的中小型造芯机,在芯盒内加热硬化型芯。
②壳芯机用以制造薄壳型芯,芯砂的砂粒表面上预先覆盖一种酚醛树脂薄膜,在加热的芯盒内硬化。
③冷芯盒射砂机是以树脂为黏结剂的中小型造芯机,在冷态芯盒内吹气硬化型芯。
④普通射砂机采用振动砂斗加砂,用於制造在芯盒外硬化的型芯。
另外,安装射砂机时用户在基础施工需根据设备"基础平面布置图"预留地脚螺栓孔,机器到位后,挂好地脚螺栓,以机座上平面为基准,校正机器水平,然后浇灌混凝土,在混凝土保养期满后,再复校机器水平、拧紧地脚螺栓。用户可参考平面布置图,在适当位置安放液压站和电气控制箱,由电气控制箱通往设备或其它地方的电气线路应通过管道从地下行走,以稳定;液压站及液压管路布置位置应以下影响射砂机运行和操作为妥。
射芯机在生产过程中不用一味的去追求设备的生产能力,较重要的是在设备具有稳定实用的基础条件下具备相应或较不错生产能力,所以在设计制作过程中我们较应该主要注重该设备的实用性和稳定性,然后再追求率。
随着技术的发展,这种装置的功能已经超过了逻辑控制的范围,因此,现在这种装置称作可编程控制器,简称PC。但是为了避免与个人计算机的简称混淆,所以将可编程控制器简称PLC。
PLC是一种为在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
PLC发展到现在,已经形成了大、中、小各种规模的系列化产品,并且已经标准化、系列化、模块化,配备有品种繁多的各种硬件装置供用户选用,用户能灵活方便地进行系统配置,组成不同功能、不同规模的系统。PLC的安装接线也很方便,一般用接线端子连接外部接线。PLC有较不错的带负载能力,可直接驱动一般的电磁阀和交流接触器,可以用于各种规模的工业控制场合。除了逻辑处理功能以外,现代PLC大多具有优良的数据运算能力,可用于各种数字控制范围。
近年来PLC的功能单元大量涌现,使PLC渗透到了位置控制、温度控制、CNC等各种工业控制中。加上PLC通信能力的增强及人机界面技术的发展,使用PLC组成各种控制系统变得容易。
射砂机生产速率不错,砂型尺寸准确,可适当减少加工量;操作简便,铸件成品率不错。很多铸造厂青睐于使用射砂机造型。
射砂机近年来应用比较普遍,由于使用射砂机造型可以省去高额的造型工工资。因为是多箱叠放浇注还能减少浇冒口的浪费,浇注后的覆膜砂溃散性很好,利于清砂。
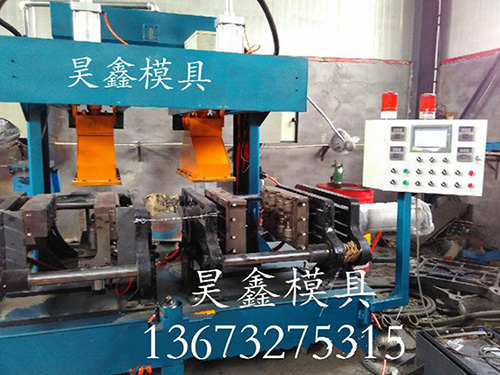
射砂机厂家讲组织构架:
一、立柱构件:主要由横梁、立柱构成设备的上部框架。横梁上安装有砂筒、砂斗、砂阀部件、推压缸等部件,构成了制芯的给砂、供气系统。
二、模座零件:主要由动模板、左右支架板及导轨、导轨、顶杆、合模缸等零件组成。
1、整个模座通过左右托架板安装在基座上。
2、可动模板通过合模推拉沿导杆左右移动,完成合模开模的制芯过程。可动盘在开模时被固定盘的顶杆顶起上芯板的砂芯,可以通过手工操作简单地取出。
3、底座:安装有设备整体支撑、模架、立柱、控制箱、电磁阀等。
三、注射砂装置:由砂筒、气阀、砂筒框架、注射头、注射砂板等部件构成。工作时用按压气缸将砂筒按压在芯壳的上面,打开砂喷射阀喷射砂。吹气结束后,松开压力缸(恢复到原来的位置),完成吹气、装砂。
衡水昊鑫机械有限公司(http://www.btshxmj.com/)是生产射芯机厂家,造型机厂家,覆膜砂再生机厂家,全自动造型机厂家,在使用过程中要经常注意水平射芯机的工作状态,发有润滑不良,或松动紧固件,或零件损坏,或管道漏出,及其他异常现象,应立即停机处理,并通知维修人员进行维修。在生产过程中,如发现水平射芯机震击力弱,或压弱,或翻转力弱,或夹紧力弱,应通知维修人员检查修理。