


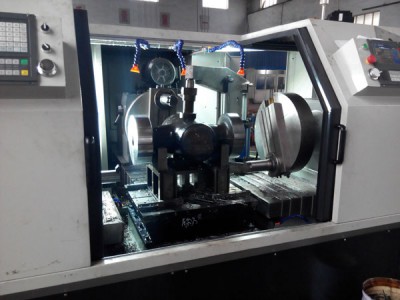


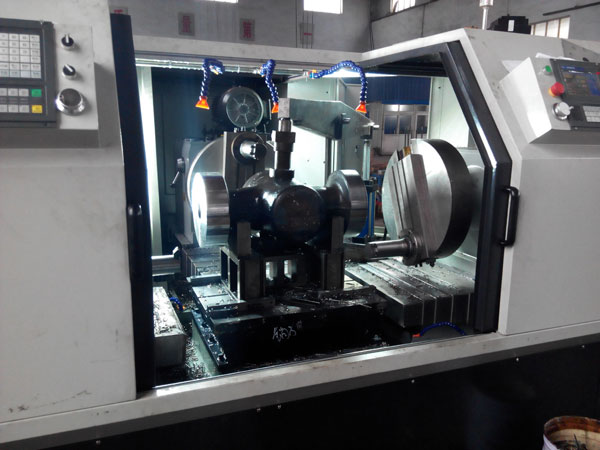
三面数控镗孔专用机床,适用钢管、管类产品的车削,一次装夹,保证加工产品的同心度、平行度、垂直度,从而提高了产品尺寸的统一性,确保了产品质量。
本机床由数控滑台、变速箱、刀盘等主要部件组成,传动系统采用无间隙丝杠,保证了工件的精度。机床工作效率高,耗能低。
对加工对象的适应性强,适应各种管类产品单件生产的特点:
1、加工精度高,具有稳定的加工质量;
2、加工零件改变时,一般只需要 改数控程序,可节省生产准备时间;
3、机床本身的精度高、刚性大,可选择有利的加工用量,生产率高(一般为普通机床的3~5倍);
4、机床自动化程度高,可以减轻劳动强度;
5、有利于生产管理的现代化 数控机床使用数字信息与标准代码处理、传递信息,使用了计算机控制方法,为计算机辅助设计、制造及管理一体化奠定了基础。
 阀门机床液压系统常见故障分类以及程序研究
阀门机床液压系统常见故障分类以及程序研究<一>、阀门机床液压系统常见故障分类
阀门双面机床液压系统综合了机、电、液等各种零部件,故障发生的原因也有许多种类。
故障诊断一方面需要对液压原理以及各种液压元件的结构和性能有足够的了解和认识,另一方面还要有足够的实践经验,对于各种故障都有明确的体会,才能快速的诊断液压系统故障。基于此,进行液压系统故障的分类以及特征描述十分重要。阀门机床液压系统故障一般依据故障指示形式、故障性质以及现象进行分类。以故障指示形式分,有无警报呈现的故障和有警报呈现的故障。以故障性质分,有随机性故障和确定性故障。
以现象分,有动作故障,又可分为速度过慢或者过快、动作方向不对甚至无法动作、启动缓慢以及负载速度显著降低等现象;压力故障,压力故障又可分为压力调节失灵、压力不足、压力损失增大以及压力波动等现象;此外还有液压系统发热、噪音、振动等。
<二>、阀门机床电气控制PLC程序研究
随着计算机技术、微电子技术的快速发展,阀门机床的自动化水平有了明显的提高。当前的阀门机床电气控制系统还有一定的优化的空间。为了好地满足市场需求,进一步提高阀门机床的可操控性和加工精度,推动生产工艺的转型升级、新换代,相关研究人员应从多方面考虑,采用先进的设计方法,结合电气控制理论知识,做好阀门机床电气控制系统的设计工作。电气控制系统的控制能力对整个阀门机床的加工生产有重要影响。在实际应用中,应结合不同行业的实际需求,优化设计阀门机床的电气控制系统,合理设计该系统的各个模块,并基于PLC程序设计实现多种控制功能,从而不断提高阀门机床的运行效率。
PLC程序往往被看作阀门机床电气控制的关键性部分,其中专用机床的PLC程序可达到几十毫秒~几百毫秒的处理时间,此速度完成能够满足绝大多数信息处理的要求,但就某些对响应速度要求较高的信号而言,此处理速度亦存有某些局限性。鉴于此,该立式加工中心把PLC程序设计划分成低级程序与程序两大部分,其中从控制功能角度把低级程序划分成若干模块进行编制。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种三面多孔钻床的公司。数控镗车床、双面数控镗车床、硬密封闸阀机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。